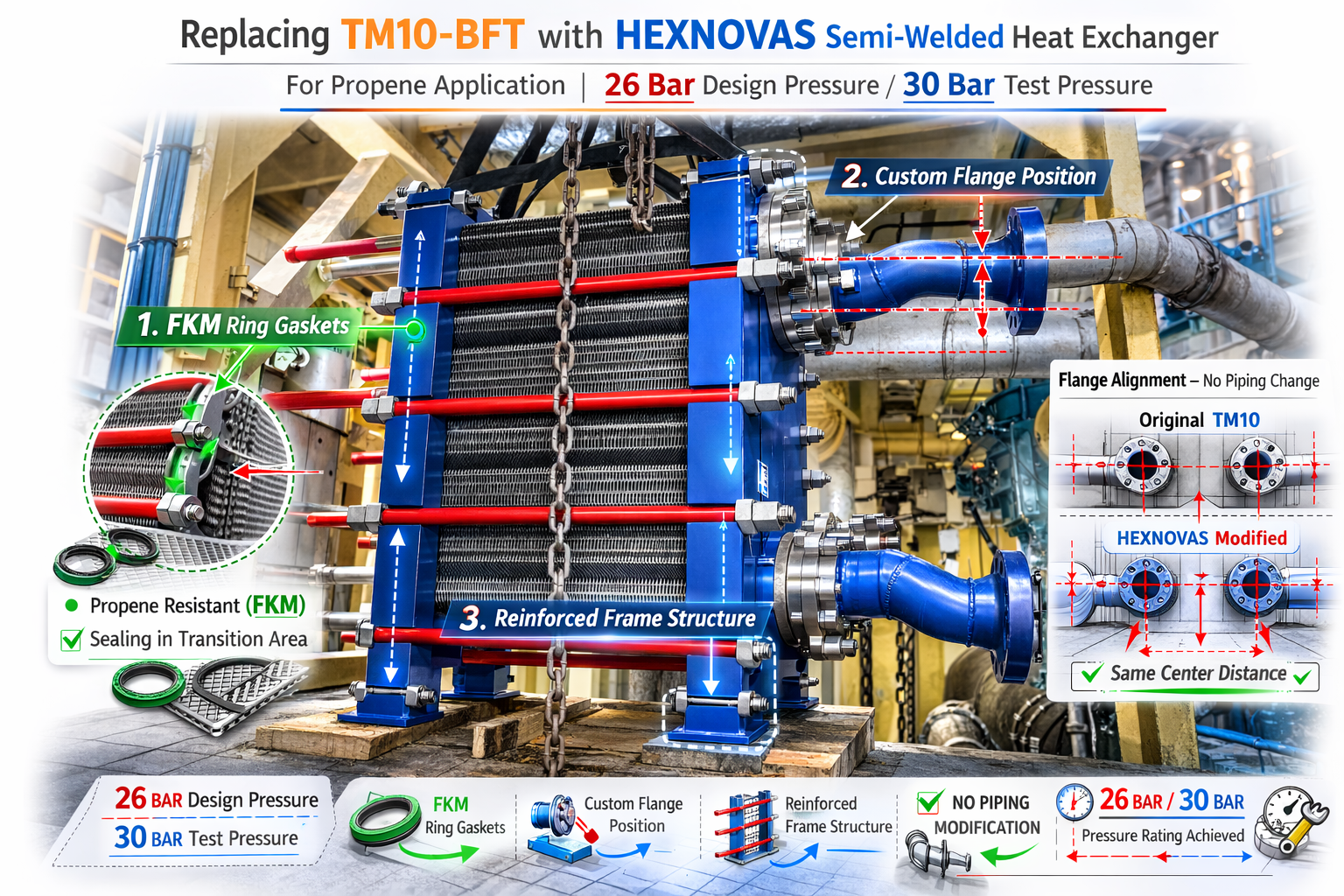
The client was operating a fully welded plate heat exchanger — Alfa Laval TM10-BFT — in propene service.
The original unit specification:
Medium: Propene
Design Pressure: 26 bar
Hydrostatic Test Pressure: 30 bar
Fully welded structure
Fixed piping layout
Model discontinued
When the unit required replacement, the original model was no longer available.
The plant requirements were strict:
No reduction in pressure rating
No modification to existing piping
Safe operation in hydrocarbon service
Maintain mechanical reliability
HEXNOVAS proposed a semi-welded plate heat exchanger retrofit solution.
This project required solving three critical engineering constraints simultaneously.
Although semi-welded plate heat exchangers use welded cassettes on one side, the port transition area still contains a ring gasket exposed to process media.
In propene service, elastomer selection becomes critical due to:
Hydrocarbon swelling risk
Permeation sensitivity
Pressure cycling
Safety considerations
After material compatibility evaluation, we selected:
High-performance FKM (Viton) ring gasket
Key characteristics:
Excellent resistance to light hydrocarbons
Stable compression under 26 bar operating pressure
Suitable temperature range
Reduced swelling and diffusion risk
Result:
✔ Long-term sealing reliability
✔ Equivalent safety level to welded structure
✔ Controlled maintenance interval
The client required that the existing piping layout remain unchanged.
However:
Original TM10 nozzle center distances
Standard semi-welded nozzle geometry
Different frame layout
The centerline positions did not match.
Rather than requesting piping modification, we redesigned:
Flange welding position
Nozzle neck extension length
Flange offset geometry
Port center elevation
Maintained:
Original nominal diameter
Original bolt circle pattern
ASME flange standard
External piping interface
Result:
✔ Drop-in replacement
✔ No field welding
✔ No piping relocation
✔ Minimal shutdown duration
The original unit was rated:
26 bar design pressure
30 bar hydrostatic test pressure
Matching mechanical integrity was mandatory.
Semi-welded structures require precise structural optimization to reach high pressure ratings.
We implemented:
Reinforced Frame Structure
Increased frame plate thickness
Improved structural stiffness
Reduced deflection under compression load
Optimized Plate Configuration
Upgraded plate thickness
Port area stress reduction
Maintained thermal performance
Enhanced Bolt Compression System
High-strength tightening bolts
Uniform gasket compression distribution
Stable sealing under pressure cycling
✔ 26 bar design pressure achieved
✔ 30 bar hydrostatic test passed
✔ No excessive frame deformation
✔ Stable ring gasket compression
Compared to the original fully welded design, the HEXNOVAS semi-welded solution provides:
Serviceable plate pack
Lower lifecycle cost
Easier inspection access
Equivalent hydrocarbon sealing integrity
Maintained mechanical rating
The client successfully replaced the discontinued welded unit with:
Semi-welded cassette configuration
FKM ring gasket compatible with propene
Custom flange repositioning
Reinforced 26 bar frame structure
The retrofit was completed without piping modification and without compromising safety.
Replacing a discontinued fully welded plate heat exchanger is not only a thermal exercise.
It requires addressing:
Chemical compatibility
Mechanical equivalency
Structural integrity
Field installation constraints
This project demonstrates that with proper structural design and material selection, a semi-welded plate heat exchanger can safely and reliably replace fully welded units in hydrocarbon service — even at 26 bar design pressure.
If you are facing similar replacement challenges in:
Hydrocarbon service
High-pressure plate heat exchangers
Discontinued welded models
Retrofit projects with fixed piping
Our engineering team can provide a customized solution.









